

Cell/Whatsppp:+8618948856139 Email:julie.cnc688@gmail.com
Cell/Whatsppp:+8618948856139 Email:julie.cnc688@gmail.com

Cell/Whatsppp: +8618948856139
Email:julie.cnc688@gmail.com
Web:en.cncjiante.com
Address: No. 10, Industrial Avenue Middle, Xiaolan Town, Zhongshan City (Building A)
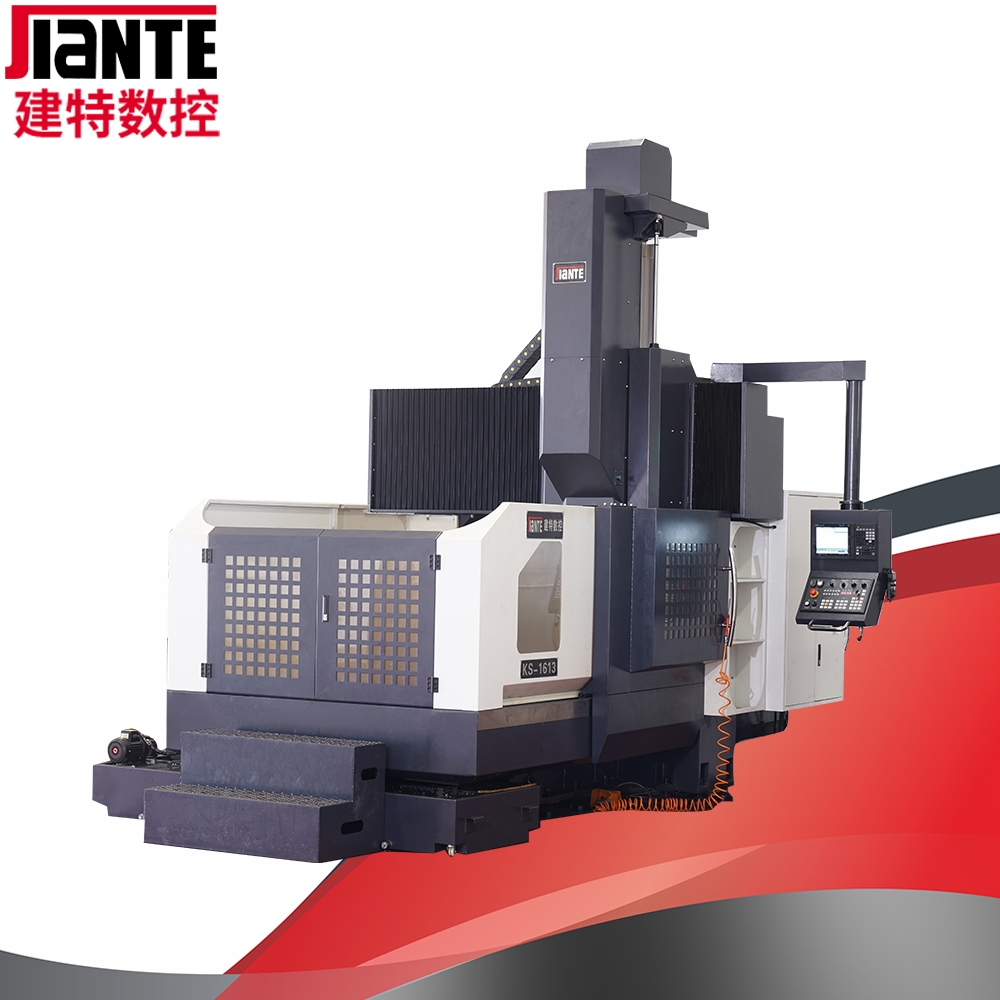
CNC machine tools include many types, such as machining centers, CNC lathes, CNC drilling machines, CNC milling machines, etc. These can be called CNC machine tools, and the machining center to be said today is also a type of CNC machine tools.
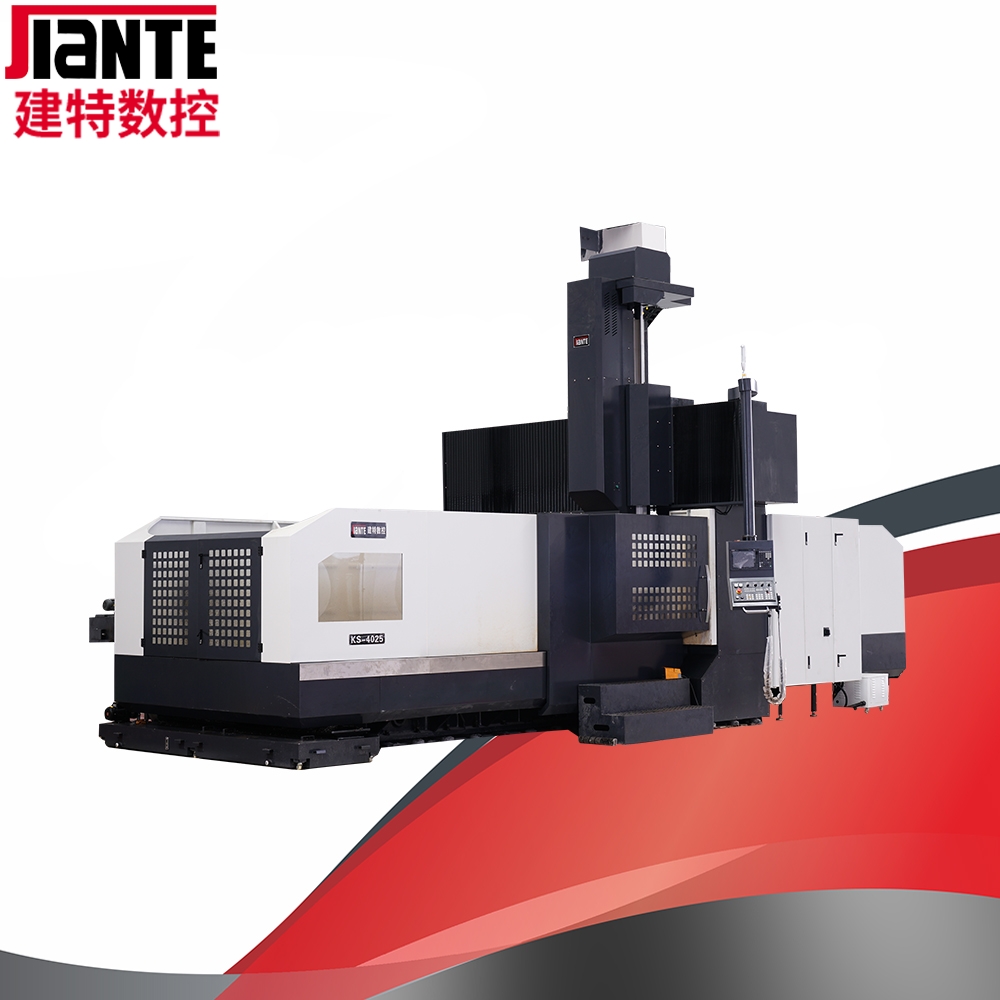
CNC gantry machining center is a numerically controlled machine tool with many functions. It integrates milling, drilling, twisting, boring, rose thread, and thread milling into one. It has a variety of technological methods and strong comprehensive processing capabilities. Compared with ordinary machine tools, CNC gantry machining centers have many significant technological features.

The machining center can reduce the number of clamping times of the workpiece, eliminate positioning errors caused by multiple clamping, and improve machining accuracy. When the position accuracy of each machining part of the part is high, CNC gantry machining center manufacturers can use machining center processing to process each part in one clamping, avoiding positioning errors caused by multiple clamping of the workpiece, which is beneficial To ensure the position accuracy requirements of each processing part.
At the same time, machining centers mostly use semi-closed or even full-closed position compensation functions. They have higher positioning accuracy and repeated positioning accuracy. Dimensional errors generated during processing can be compensated in time. Compared with ordinary machine tools, High dimensional accuracy. In addition, the use of machining centers can also reduce the auxiliary time for loading and unloading workpieces, save a lot of special and general process equipment, and reduce production costs.
Because of the rigidity and high power of the machining center, it is necessary to choose as much cutting amount as possible in the machining process, which can save machining man-hours. However, the temperature rise generated under this condition will affect the machining accuracy of the part, so it is necessary to select the appropriate tool and fixture, and pay attention to sufficient cooling.
The processing sequence should be based on the principle of roughing and finishing, that is, heavy cutting and roughing are performed first, but most of the machining allowance on the part blank is removed, and then the processing steps with small heat generation and low processing requirements are arranged to make the parts Allow sufficient time for cooling before machining, and then finish machining. Each process should minimize the amount of idle stroke movement and reduce the number of tool changes. The recommended processing sequence is: milling large planes / (separation of rough and fine) / rough boring, blue fine boring, end mill processing, dozens of centers, drilling, drilling, rose thread, and hole finishing, (Winning, boring, fine milling, etc.).

QQ:380598058
Cell/Whatsppp:+8618948856139
Email:julie.cnc688@gmail.com
address:No. 10, Industrial Avenue Middle,
Xiaolan Town, Zhongshan City (Building A)

